.
Concepto de Fresadora
Una fresadora es una máquina herramienta utilizada para realizar mecanizados por arranque de viruta mediante el movimiento de una herramienta rotativa de varios filos de corte denominada fresa. Mediante el fresado es posible mecanizar los más diversos materiales como madera, acero, fundición de hierro, metales no férricos y materiales sintéticos, superficies planas o curvas, de entalladura, de ranuras, de dentado, etc. Además las piezas fresadas pueden ser desbastadas o afinadas. En las fresadoras tradicionales, la pieza se desplaza acercando las zonas a mecanizar a la herramienta, permitiendo obtener formas diversas, desde superficies planas a otras más complejas.
Inventadas a principios del siglo XIX, las fresadoras se han convertido en máquinas básicas en el sector del mecanizado. Gracias a la incorporación del control numérico, son las máquinas herramientas más polivalentes por la variedad de mecanizados que pueden realizar y la flexibilidad que permiten en el proceso de fabricación. La diversidad de procesos mecánicos y el aumento de la competitividad global han dado lugar a una amplia variedad de fresadoras que, aunque tienen una base común, se diferencian notablemente según el sector industrial en el que se utilicen. Asimismo, los progresos técnicos de diseño y calidad que se han realizado en las herramientas de fresar, han hecho posible el empleo de parámetros de corte muy altos, lo que conlleva una reducción drástica de los tiempos de mecanizado.
Debido a la variedad de mecanizados que se pueden realizar en las fresadoras actuales, al amplio número de máquinas diferentes entre sí, tanto en su potencia como en sus características técnicas, a la diversidad de accesorios utilizados y a la necesidad de cumplir especificaciones de calidad rigurosas, la utilización de fresadoras requiere de personal cualificado profesionalmente, ya sea programador, preparador o fresador.
El empleo de estas máquinas, con elementos móviles y cortantes, así como líquidos tóxicos para la refrigeración y lubricación del corte, requiere unas condiciones de trabajo que preserven la seguridad y salud de los trabajadores y eviten daños a las máquinas, a las instalaciones y a los productos finales o semi- elaborados.

1.1.1. Introducción del control numérico.
El primer desarrollo en el área del control numérico por computadora (CNC) lo realizó el inventor norteamericano John T. Parsons (Detroit 1913-2007) junto con su empleado Frank L. Stulen, en la década de 1940. El concepto de control numérico implicaba el uso de datos en un sistema de referencia para definir las superficies de contorno de las hélices de un helicóptero. La aplicación del control numérico abarca gran variedad de procesos. Se dividen las aplicaciones en dos categorías: las aplicaciones con máquina herramienta, tales como taladrado, fresado, laminado o torneado; y las aplicaciones sin máquina herramienta, tales como el ensamblaje, trazado, oxicorte, o metrología.
El principio de operación común de todas las aplicaciones del control numérico es el control de la posición relativa de una herramienta o elemento de procesado con respecto al objeto a procesar. Al principio los desplazamientos eran de punto a punto, y se utilizaban básicamente en taladradoras. La invención de las funciones de interpolación lineal y circular y el cambio automático de herramientas hizo posible la construcción de una generación de máquinas herramientas con las que se taladra, rosca, fresa e incluso se tornea y que han pasado a denominarse centros de mecanizado en lugar de fresadoras propiamente dichas.
1.1.2. Campo de aplicación del control numérico.
Las fresadoras con control numérico por computadora (CNC) permiten la automatización programable de la producción. Se diseñaron para adaptar las variaciones en la configuración de productos. Su principal aplicación se centra en volúmenes de producción medios de piezas sencillas y en volúmenes de producción medios y bajos de piezas complejas, permitiendo realizar mecanizados de precisión con la facilidad que representa cambiar de un modelo de pieza a otra mediante la inserción del programa correspondiente y de las nuevas herramientas que se tengan que utilizar así como el sistema de sujeción de las piezas.
El equipo de control numérico se controla mediante un programa que utiliza números, letras y otros símbolos, por ejemplo, los llamados códigos G (movimientos y ciclos fijos) y M (funciones auxiliares). Estos números, letras y símbolos, los cuales llegan a incluir &, %, $ y " (comillas), están codificados en un formato apropiado para definir un programa de instrucciones para desarrollar una tarea concreta. Cuando la tarea en cuestión varía se cambia el programa de instrucciones. En las grandes producciones en serie, el control numérico resulta útil para la robotización de la alimentación y retirada de las piezas mecanizadas.
Las fresadoras universales modernas cuentan con visualizadores electrónicos donde se muestran las posiciones de las herramientas, según un sistema de coordenadas, y así se facilita mejor la lectura de cotas en sus desplazamientos. Asimismo, a muchas fresadoras se les incorpora un sistema de control numérico por computadora (CNC) que permite automatizar su trabajo. Además, las fresadoras copiadoras incorporan un mecanismo de copiado para diferentes perfiles de mecanizado.
Existen varios lenguajes de programación CNC para fresadoras, todos ellos de programación numérica, entre los que destacan el lenguaje normalizado internacional ISO y los lenguajes HEIDENHAIN, Fagor y Siemens. Para desarrollar un programa de CNC habitualmente se utilizan simuladores que, mediante la utilización de una computadora, permiten comprobar la secuencia de operaciones programadas.

FRESADORA CNC
1.1.3. Ventajas de aplicación del control numérico.
La aplicación de sistemas de control numérico por computadora en las máquinas-herramienta permite aumentar la productividad respecto a las máquinas convencionales y ha hecho posible efectuar operaciones de conformado que son imposibles de realizar con un elevado grado de precisión dimensional en máquinas convencionales, por ejemplo la realización de superficies esféricas. El uso del control numérico incide favorablemente en los costos de producción al propiciar la reducción del número de tipos de máquinas utilizadas en un taller de mecanizado, manteniendo o mejorando su calidad.
Los procesos que utilizan máquinas-herramienta de control numérico tienen un coste horario superior a los procesos que utilizan máquinas convencionales, pero inferior a los procesos que utilizan máquinas especiales con mecanismos de transferencia (transfert) que permiten la alimentación y retirada de piezas de forma automatizada.
En el mismo sentido, los tiempos de preparación para un lote son mayores en una máquina de control numérico que en una máquina convencional, pues se necesita preparar la programación de control numérico de las operaciones del proceso. Sin embargo, los tiempos de operación son menores en una máquina de control numérico que en una máquina convencional, por lo cual, a partir de cierto número de piezas en un lote, el mecanizado es más económico utilizando el control numérico. Sin embargo, para lotes grandes, el proceso es más económico utilizando máquinas especializadas con mecanismos de transferencia.
1.2. Tipos de Fresadoras.
Las fresadoras pueden clasificarse según varios aspectos, como la orientación del eje de giro o el número de ejes de operación. A continuación se indican las clasificaciones más usuales.
1.2.1. Fresadora horizontal.
Fresadora horizontal utiliza fresas cilíndricas que se montan sobre un eje horizontal accionado por el cabezal de la máquina y apoyado por un extremo sobre dicho cabezal y por el otro sobre un. Esta máquina permite realizar principalmente trabajos de ranurado, con diferentes perfiles o formas de las ranuras. Cuando las operaciones a realizar lo permiten, principalmente al realizar varias ranuras paralelas, puede aumentarse la productividad montando en el eje portaherramientas varias fresas conjuntamente formando un tren de fresado. La profundidad máxima de una ranura está limitada por la diferencia entre el radio exterior de la fresa y el radio exterior de los casquillos de separación que la sujetan al eje porta fresas.

FRESADORA HORIZONTAL
1.2.2. Fresadora vertical.
La fresadora vertical, el eje del husillo está orientado verticalmente, perpendicular a la mesa de trabajo. Las fresas de corte se montan en el husillo y giran sobre su eje. En general, puede desplazarse verticalmente, bien el husillo, o bien la mesa, lo que permite profundizar el corte. Hay dos tipos de fresadoras verticales: las fresadoras de banco fijo o de bancada y las fresadoras de torreta o de consola. En una fresadora de torreta, el husillo permanece estacionario durante las operaciones de corte y la mesa se mueve tanto horizontalmente como verticalmente. En las fresadoras de banco fijo, sin embargo, la mesa se mueve sólo perpendicularmente al husillo, mientras que el husillo en sí se mueve paralelamente a su propio eje.

FRESADORA VERTICAL
1.2.3. Fresadora universal.
Una fresadora universal tiene un husillo principal para el acoplamiento de ejes portaherramientas horizontales y un cabezal que se acopla a dicho husillo y que convierte la máquina en una fresadora vertical. Su ámbito de aplicación está limitado principalmente por el costo y por el tamaño de las piezas que se pueden trabajar. En las fresadoras universales, al igual que en las horizontales, el puente es deslizante, conocido en el argot como carnero, puede desplazarse de delante a detrás y viceversa sobre unas guías.
FRESADORA UNIVERSAL
1.2.4. Fresadoras Especiales.
Además de las fresadoras tradicionales, existen otras fresadoras con características especiales que pueden clasificarse en determinados grupos. Sin embargo, las formas constructivas de estas máquinas varían sustancialmente de unas a otras dentro de cada grupo, debido a las necesidades de cada proceso de fabricación.

1.2.5. Fresadoras circulares.
Las fresadoras circulares tienen una amplia mesa circular giratoria, por encima de la cual se desplaza el carro portaherramientas, que puede tener uno o varios cabezales verticales, por ejemplo, uno para operaciones de desbaste y otro para operaciones de acabado. Además pueden montarse y desmontarse piezas en una parte de la mesa mientras se mecanizan piezas en el otro lado.

FRESADORA CIRCULAR
1.2.6. Fresadoras copiadoras.
Las fresadoras copiadoras disponen de dos mesas: una de trabajo sobre la que se sujeta la pieza a mecanizar y otra auxiliar sobre la que se coloca un modelo. El eje vertical de la herramienta está suspendido de un mecanismo con forma de pantógrafo que está conectado también a un palpador sobre la mesa auxiliar. Al seguir con el palpador el contorno del modelo, se define el movimiento de la herramienta que mecaniza la pieza. Otras fresadoras copiadoras utilizan, en lugar de un sistema mecánico de seguimiento, sistemas hidráulicos, electro-hidráulicos o electrónicos.

FRESADORA COPIADORA
1.2.7. Fresadoras de pórtico.
En las fresadoras de pórtico, también conocidas como fresadoras de puente, el cabezal portaherramientas vertical se halla sobre una estructura con dos columnas situadas en lados opuestos de la mesa. La herramienta puede moverse verticalmente y transversalmente y la pieza puede moverse longitudinalmente. Algunas de estas fresadoras disponen también a cada lado de la mesa sendos cabezales horizontales que pueden desplazarse verticalmente en sus respectivas columnas, además de poder prolongar sus ejes de trabajo horizontalmente. Se utilizan para mecanizar piezas de grandes dimensiones.

FRESADORA DE PÓRTICO
1.2.8. Fresadoras de puente móvil.
En las fresadoras de puente móvil, en lugar de moverse la mesa, se mueve la herramienta en una estructura similar a un puente grúa. Se utilizan principalmente para mecanizar piezas de grandes dimensiones.

FRESADORA DE PUENTE MOVIL
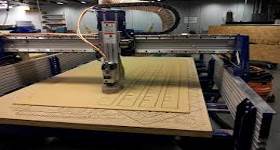
1.2.9. Fresadora para madera.
Una fresadora para madera es una máquina portátil que utiliza una herramienta rotativa para realizar fresados en superficies planas de madera. Son empleadas en bricolaje y ebanistería para realizar ranurados, como juntas de cola de milano o machihembrados; cajeados, como los necesarios para alojar cerraduras o bisagras en las puertas; y perfiles, como molduras. Las herramientas de corte que utilizan son fresas para madera, con dientes mayores y más espaciados que los que tienen las fresas para metal.

FRESADORA PARA MADERA
1.4. Fresadoras según el número de ejes.
1.4.1. Fresadora de tres ejes.
Fresadora de tres ejes. Puede controlarse el movimiento relativo entre pieza y herramienta en los tres ejes de un sistema cartesiano.
Las fresadoras, fresan formas en madera o plástico. Trabajan en plano y a profundidad.
Hay fresadoras de diferentes tamaños. En general trabajan con las siguientes materiales: espumas de poliuretano, Corcho, Cera, Madera, MDF, Cera, materiales blandos que puedan ser fresados.
Ejemplos de uso: Fresado de maquetas en 3 dimensiones, piezas a escala real para construcción de muebles, moldes para vaciado, elementos arquitectónicos, etc.
FRESADORA DE TRES EJES
1.4.2. Fresadora de cuatro ejes.
Fresadora de cuatro ejes. Además del movimiento relativo entre pieza y herramienta en tres ejes, se puede controlar el giro de la pieza sobre un eje, como con un mecanismo divisor o un plato giratorio. Se utilizan para generar superficies con un patrón cilíndrico, como engranajes o ejes estriados.

FRESADORA DE CUATRO EJES
1.4.3. Fresadora de cinco ejes.
Fresadora de cinco ejes. Además del movimiento relativo entre pieza y herramienta en tres ejes, se puede controlar o bien el giro de la pieza sobre dos ejes, uno perpendicular al eje de la herramienta y otro paralelo a ella (como con un mecanismo divisor y un plato giratorio en una fresadora vertical); o bien el giro de la pieza sobre un eje horizontal y la inclinación de la herramienta alrededor de un eje perpendicular al anterior. Se utilizan para generar formas complejas, como el rodete de una turbina Francis.

FRESADORA DE CINCO EJES
CAPÍTULO II
Procedimientos de trabajos más usuales
2.1. Operaciones de fresado
Con el uso creciente de las fresadoras de control numérico están aumentando las operaciones de fresado que se pueden realizar con este tipo de máquinas, siendo así que el fresado se ha convertido en un método polivalente de mecanizado. El desarrollo de las herramientas ha contribuido también a crear nuevas posibilidades de fresado además de incrementar de forma considerable la productividad, la calidad y exactitud de las operaciones realizadas.
El fresado consiste principalmente en el corte del material que se mecaniza con una herramienta rotativa de varios filos, que se llaman dientes, labios o plaquitas de metal duro, que ejecuta movimientos de avance programados de la mesa de trabajo en casi cualquier dirección de los tres ejes posibles en los que se puede desplazar la mesa donde va fijada la pieza que se mecaniza.
Las herramientas de fresar se caracterizan por su diámetro exterior, el número de dientes, el paso de los dientes (distancia entre dos dientes consecutivos) y el sistema de fijación de la fresa en la máquina.
2.1.1. Planeado.
Se llama así a la operación de mecanizado con la que se obtiene una superficie plana, definida ésta por:
Tres puntos no alineados.
Una recta y un punto fuera de ella. Dos líneas paralelas.
Dos líneas que se cortan.
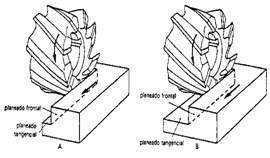
Los planos, en el fresado, se pueden obtener por dos métodos principales.
Por medio de los dientes frontales de una fresa o un plato de cuclillas al girar alrededor de un eje perpendicular al plano geométrico ideal. Cada diente describe una cicloide situada en un plano, gracias a dos movimientos: uno circular, mc aplicado a la fresa, y otro rectilíneo a, aplicado a la pieza o herramienta (fig. 4)
Por medio de los dientes de una fresa cilíndrica al girar sobre su eje, a la vez que la pieza se desplaza siguiendo una recta que se mantiene con dirección constante respecto a la generatriz de la fresa. Cada generatriz A de la fresa en contacto con la pieza es la generatriz de la superficie, y la recta B, perpendicular a ella recibe el nombre de directriz e indica la dirección del desplazamiento.

2.1.1.1. Planeado con fresa frontal.
En el fresado frontal, ya sea con fresa integral o con plato de cuchillas, hay que tener muy en cuenta lo siguiente:
Si se desea una tolerancia de forma con una planicidad muy fina, el eje de giro de la fresa debe estar colocado perpendicular al plano de referencia.
Para la elección correcta de la fresa habrá de tenerse en cuenta los siguientes factores:
a) Material. Cada material ofrece mayor o menor dificultad de salida de viruta. Si la viruta es larga, la dificultad es mayor y se elegirá una fresa de paso grande, o sea, de pocos dientes; si la viruta es corta (bronce, fundición, etc.), se podrá emplear una fresa de mayor número de dientes.
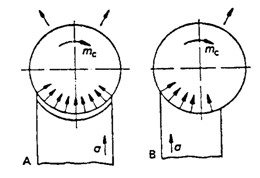
b) Calidad de la máquina. Una máquina con holguras o poco robusta, tiende a vibrar con una frecuencia constante, de manera que puede entrar en resonancia con otras vibraciones de la máquina o de las piezas.
c) Posición de la fresa. La colocación de la fresa respecto a la pieza puede ser causa de vibraciones. En la posición A, la resultante de las reacciones sigue la dirección del avance de la pieza, cosa que no ocurre en B, como consecuencia del descentramiento de la fresa.
d) Diámetro de la fresa. Si el planeado se hace de una sola pasada, el diámetro de la fresa deberá tener al menos 1,2 veces el ancho de la pieza. Con fresa de mayor diámetro el tiempo de mecanizado es mayor (necesita más recorrido de entrada) pero el error de verticalidad del eje tiene menor influencia en la planicidad.
Para ejecutar el planeado propiamente dicho el proceso general puede ser:
1º. Aproximar la fresa con la máquina parada y hacer los reglajes de posicionamiento y pasada. Apretar los blocajes de los carros que han de permanecer inmóviles.
2º. Poner la máquina en marcha y el sistema de refrigeración en su caso. Aproximar la pieza a la fresa sin hacer contacto, dejando un pequeño margen (1 ó 2 mm).
3º. Conectar el sistema de avance automático y dar la pasada. Dejar salir la fresa y si hay que dar varias pasadas, regular el tope de disparo de avance y retroceder rápida mente de forma manual o automática. Desbloquear el carro correspondiente, dar la nueva profundidad de pasada y bloquear de nuevo el carro.
2.1.2. Ranurado.
Es una operación similar al caso anterior, pero la fresa aquí empleada, normalmente es de tres cortes. Con ella se obtienen directamente tres planos en ángulo, formando una ranura rectangular. También es frecuente emplear fresas de mango.
Tanto las fresas de disco como las de mango poseen el inconveniente de tener una dimensión fija, que va disminuyendo con los sucesivos afilados, y, en consecuencia, sólo es posible fresar ranuras de las dimensiones de la fresa. Si se quieren hacer ranuras mayores habrá que hacer dos o más pasadas, desplazando la fresa o bien recurrir a las fresas de disco de tres cortes ajustables en anchura.
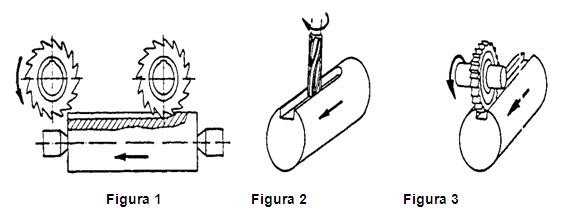
2.1.2.1. Ranurado con fresas de disco o mango.
En algunos casos lo impone la forma de la ranura. Si debe tener extremos limitados por una forma concreta, habrá que emplear fresa circular (fig. 1) o fresa de mango (fig. 2). Si no hay estas limitaciones, será preferible en general, la fresa de disco, por tener mayor rendimiento (fig. 3).
2.1.2.2. Ranurado con fresas de pequeño o gran diámetro.
Lógicamente sólo se plantea el problema en las fresas de disco. En principio, se elegirá el menor diámetro posible, dejando un espacio libre de unos 4 mm en la parte más próxima a la pieza, brida, tornillo, etc.

FRESAS DE DIFERENTES DIÁMETROS
2.1.2.3. Fresado de ranuras especiales.
La realización de la mayoría de las ranuras especiales no difiere en nada de lo dicho para las rectangulares. La dificultad está solamente en la fresa empleada, que deberá ser de forma apropiada, según los casos.
2.1.2.4. Ranurado de árboles acanalados.
Los árboles acanalados se obtienen a partir de una pieza cilíndrica, practicando en ella las ranuras o canales apropiados; éstos están normalizados. Para grandes series, se hacen con fresa madre, pero lo corriente es hacerlo de una de las siguientes formas:
2.1.2.5. Ranurado con varias fresas.
Se pueden emplear varias fresas cuando no se dispone de la fresa apropiada, con resultados incluso mejores. Los procedimientos pueden ser varios según la disponibilidad de fresas existentes.
Se pueden emplear dos fresas de tres cortes y una de radio; si el trabajo es de precisión lo ideal sería emplear dos fresas angulares como muestra la figura
Una vez montadas las fresas, se centran y se da la pasada para que quede un pequeño canal (UNE 26014). Hechas todas las ranuras, se cambian por otras fresas, cuyo radio coincida con el fondo del árbol.
A los árboles que han de ir templados y rectificados se les deja un sobre metal para el rectificado.
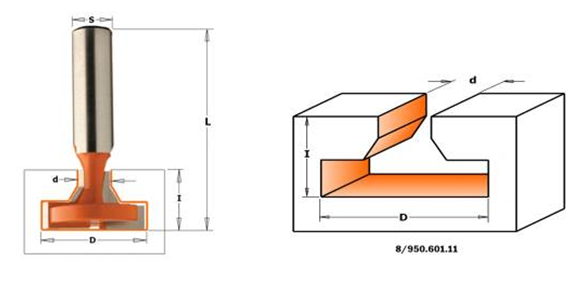
2.1.2.6. Ranurado con fresas de forma.
Ranurado de forma Se utilizan fresas de la forma adecuada a la ranura, que puede ser en forma de T, de cola de milano, etc.
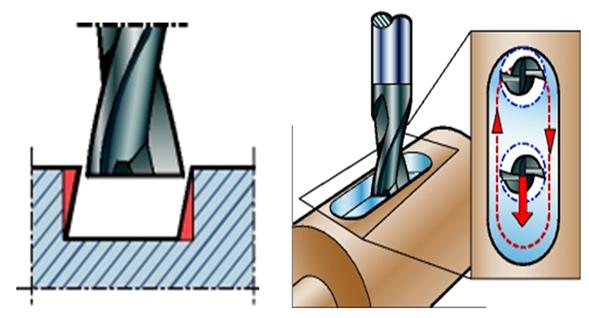
2.1.3. Mortajado con fresadora.
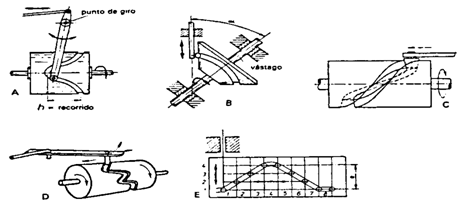
Para realizar este trabajo en la fresadora (obtener ranuras mediante una herramienta de movimiento rectilíneo) hay que transformar el movimiento circular del árbol principal en movimiento rectilíneo por medio de un accesorio adecuado.
Consiste en mecanizar chaveteros en los agujeros, para lo cual se utilizan brochadoras o bien un accesorio especial que se acopla al cabezal de las fresadoras universales y transforma el movimiento de rotación en un movimiento vertical alternativo.
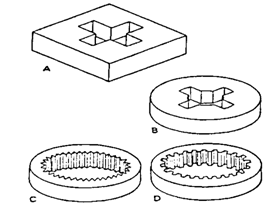
Figura 1
La herramienta debe volver sobre sí misma repetidamente hasta obtener la forma y dimensiones de la ranura o perfil. Para proteger la herramienta y evitar el desgaste prematuro del filo, el aparato debe disponer de un sistema de separación de la herramienta en la carrera de retroceso.
En la figura 1 podemos ver varios trabajos típicos que se pueden realizar por mortajado en la fresadora. Cuando se trate de trabajos en serie o trabajos muy fuertes es preferible hacerlos en la mortajadora o en la brochadora, ya que la fresadora sufre un exceso con este tipo de trabajos, para los cuales no está expresamente ideada.
2.1.4. Taladrado y mandrinado con fresadora.
El mandrinado, es la operación por la cual se mecanizan o tornean interiores por medio de herramientas simples. Un caso particular es el llamado punteado o trazado de centros con precisión. Es un trabajo propio de las máquinas punteadoras, pero en casos sencillos y de precisión media pueden realizarse en la fresadora universal. Esta operación consiste en el trazado o punteado de taladros, en el mandrilado de precisión en esos mismos agujeros o bien de otros ya desbastados en procesos anteriores.

2.1.5. Fresado de levas.
Veremos en este apartado algunas que pueden realizarse sin accesorios especiales en la fresadora universal.
2.1.5.1. Fresado de levas de tambor.
La leva de tambor tiene una ranura que sirve de apoyo a un rodillo o pivote unido a la varilla o empujador, en la figura 18 vemos distintas curvas en levas de tambor. La ley de movimiento de esta varilla determina la forma de la curva.
El tallado en la fresadora es posible siempre que se trate de ranuras formadas por hélices, ya que otras curvas no pueden realizarse, a no ser por procedimientos especiales.
2.1.5.2. Fresado de levas de disco.
Este tipo de leva es muy utilizado en máquinas de todo tipo: máquinas herramientas, maquinaria textil, de imprenta, destacando su aplicación en los tornos automáticos.
Sus formas pueden ser muy variadas, pero a continuación veremos las que se emplean para lograr desplazamientos de la varilla con movimiento uniforme:
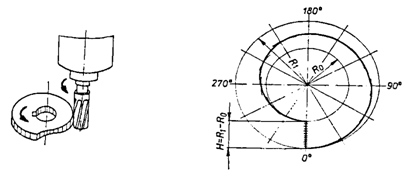
2.1.5.3. Fresado de levas de Arquímedes completa.
La cuna directriz empleada en este tipo de levas es la espiral de Arquímedes. La diferencia de los extremos R1 R0 se llama paso de la espiral y se representa por H:
H = R1 R0
En la figura 19 se representa una leva de espiral completa.
2.1.5.4. Fresado de leva de espiral de Arquímedes incompleta.
En la mayor parte de los casos, las levas de disco, al igual que las de tambor, suelen tener una, dos o más ramas formadas por espirales incompletas. En este caso el paso de cada una de estas espirales será:
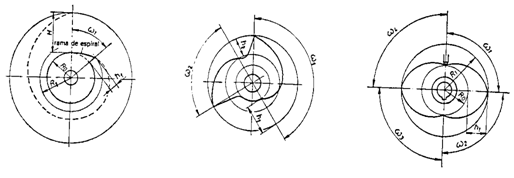
Leva de espiral de Arquímedes incompleta de una rama.
2.1.7. Torno-fresador
Este tipo de mecanizado utiliza la interpolación circular en fresadoras de control numérico y sirve tanto para el torneado de agujeros de precisión como para el torneado exterior. El proceso combina la rotación de la pieza y de la herramienta de fresar siendo posible conseguir una superficie de revolución. Esta superficie puede ser concéntrica respecto a la línea central de rotación de la pieza. Si se desplaza la fresa hacia arriba o hacia abajo coordinadamente con el giro de la pieza pueden obtenerse geometrías excéntricas, como el de una leva, o incluso el de un árbol de levas o un cigüeñal. Con el desplazamiento axial es posible alcanzar la longitud requerida.

2.1.8. Fresado de roscas.
El fresado de roscas requiere una fresadora capaz de realizar interpolación helicoidal simultánea en dos grados de libertad: la rotación de la pieza respecto al eje de la hélice de la rosca y la traslación de la pieza en la dirección de dicho eje. El perfil de los filos de corte de la fresa debe ser adecuado al tipo de rosca que se mecanice.

2.1.9. Fresado de engranajes.
El fresado de engranajes apenas se realiza ya en fresadoras universales mediante el plato divisor, sino que se hacen en máquinas especiales llamadas talladoras de engranajes y con el uso de fresas especiales del módulo de diente adecuado.

CAPÍTULO III
Factores de corte en el fresado
3.1.1. Consideraciones generales para el fresado.
Para que los trabajos de fresado se realicen en las mejores condiciones se han de cumplir una serie de requisitos. Se debe asegurar una buena rigidez de la máquina y que tenga la potencia suficiente para poder utilizar las herramientas más convenientes. Asimismo debe utilizarse el menor voladizo de la herramienta con el husillo que sea posible.
Respecto de las herramientas de fresar, hay que adecuar el número de dientes, labios o plaquitas de las fresas procurando que no haya demasiados filos trabajando simultáneamente. El diámetro de las fresas de planear debe ser el adecuado de acuerdo con la anchura de corte.
En los parámetros de corte hay que seleccionar el avance de trabajo por diente más adecuado de acuerdo con las características del mecanizado como el material de la pieza, las características de la fresa, la calidad y precisión requeridas para la pieza y la evacuación de la viruta. Siempre que sea posible, hay que realizar el fresado en concordancia y utilizar plaquitas de geometría positiva, es decir, con ángulo de desprendimiento positivo. Debe utilizarse refrigerante sólo si es necesario, pues el fresado se realiza en mejores condiciones sin refrigerante en la mayoría de las aplicaciones de las plaquitas de metal duro.
3.1.2. Problemas habituales en el fresado.
Durante el fresado pueden aparecer una serie de problemas que dificultan la calidad de las operaciones de fresado.
Las vibraciones excesivas pueden ser causadas además por fijaciones incorrectas o poco rígidas o porque la pieza se deforme cuando incide sobre ella cada diente de la fresa. Además, el fresado en oposición genera más vibraciones que el fresado en concordancia. Dichas vibraciones afectan a las tolerancias dimensionales y a las rugosidades obtenidas, por lo que la armonía entre la herramienta y su movimiento de corte junto con la pieza y máquina es esencial para maximizar el mejor acabado. Otras causas de imperfecciones en las superficies mecanizadas son las alteraciones de los filos de corte, la falta de mantenimiento de la máquina y el uso incorrecto de los utillajes.
3.1.3. Factor de corte en el fresado.

L

La fuerza de corte es un parámetro a tener en cuenta para evitar roturas y deformaciones en la herramienta y en la pieza y para poder calcular la potencia necesaria para efectuar un determinado mecanizado. Este parámetro está en función del avance de fresado, de la velocidad de corte, de la maquinabilidad del material, de la dureza del material, de las características de la herramienta y del espesor medio de la viruta. Todos estos factores se engloban en un coeficiente denominado fuerza específica de corte (kc), que se expresa en N/mm².
3.1.3.9. Potencia de corte.
La potencia de corte (Pc) necesaria para efectuar un determinado mecanizado habitualmente se expresa en kilovatios (Kw) y se calcula a partir del valor del volumen de arranque de viruta, la fuerza específica de corte y del rendimiento que tenga la fresadora. Esta fuerza específica de corte (kc) es una constante que se determina en función del tipo de material que se está mecanizando, la geometría de la herramienta, el espesor de viruta, etc.
Para poder obtener el valor de potencia correcto, el valor obtenido tiene que dividirse por un determinado valor adimensional que tiene en cuenta el rendimiento de la máquina (?). Este valor es la relación entre la potencia de corte efectiva, es decir, la potencia necesaria en la herramienta; respecto a la potencia consumida el motor de accionamiento principal de la máquina.

3.1.4. Mecanizado rápido.
El concepto de mecanizado rápido, también llamado mecanizado de alta velocidad (MAV), se refiere al que se produce en las modernas máquinas herramientas de control numérico equipadas con cabezales potentes y robustos que les permiten girar a muchos miles de revoluciones por minuto hasta del orden de 30.000 rpm, y avances de trabajo muy grandes cuando se trata del mecanizado de materiales blandos y con mucho vaciado de viruta tal y como ocurre en la fabricación de moldes o de grandes componentes de la industria aeronáutica. Los metales y aleaciones de fácil mecanización son los más adecuados para el concepto de mecanizado rápido. Para el mecanizado rápido de piezas con formas complejas se usan sistemas CAM que generan trayectorias específicas de alta velocidad, para desbaste y para acabado.
3.1.5. Fresado en seco y con refrigerante.
Fresado de aluminio utilizando taladrina. En la actualidad el fresado en seco de ciertos materiales es completamente viable cuando se utilizan herramientas de metal duro, por eso hay una tendencia reciente a efectuar los mecanizados en seco siempre que la calidad de la herramienta lo permita. La inquietud por la eficiencia en el uso de refrigerantes de corte se despertó durante los años 1990, cuando estudios realizados en empresas de fabricación de componentes para automoción en Alemania pusieron de relieve el coste elevado del ciclo de vida del refrigerante, especialmente en su reciclado.
NORMAS DE SEGURIDAD
1. Utilizar equipo de seguridad: gafas de seguridad, caretas, entre otros.
2. No utilizar ropa holgada o muy suelta. Se recomiendan las mangas cortas.
3. Utilizar ropa de algodón.
4. Utilizar calzado de seguridad.5. Mantener el lugar siempre limpio.
6. Si se mecanizan piezas pesadas utilizar polipastos adecuados para cargar y descargar las piezas de la máquina.
7. Es preferible llevar el pelo corto. Si es largo no debe estar suelto sino recogido.
8. No vestir joyería, como collares o anillos.
9. Siempre se deben conocer los controles y el funcionamiento de la fresadora. Se debe saber cómo detener su funcionamiento en caso de emergencia.
10. Es muy recomendable trabajar en un área bien iluminada que ayude al operador, pero la iluminación no debe ser excesiva para que no cause demasiado resplandor.
3.2. FACTORES DE MECANIZADO.
Los ángulos de afilado de los dientes de las fresas dependen del tipo de fresa, de su material y del material a mecanizar.
Respecto a las velocidades de corte, son mayores que las de ninguna otra herramienta, pues dichas velocidades están sólo limitadas por el calentamiento de la herramienta, y las fresas se calientan menos, porque sólo trabajan los dientes en una fracción de su rotación, enfriándose en contacto con el aire el resto de ella.
Estas velocidades dependen también del material de las fresas y del material a mecanizar. Si se desea obtener las velocidades en revoluciones por minuto partiendo de las velocidades de corte lineales, puede utilizarse la fórmula siguiente, de fácil deducción:
El avance depende también del material de la fresa y del de la pieza que se mecaniza.
En los cuadros 1 y 2 damos las velocidades de corte y avances para fresas cilíndricas según el material a fresar.
3.2.1. Velocidades de corte y avances para el fresado con fresas de acero al carbono

Cuadro 1
3.2.2. Presión específica de corte para el fresado.

Cuadro 2
En todo caso, en cualquier trabajo de fresado deben tenerse en cuenta las siguientes recomendaciones:
1º. Comenzar el trabajo con una velocidad de avance pequeña y aumentar- la progresivamente, ya que la capa superficial es más dura que las interiores.
2º. Procurar trabajar con velocidad de corte elevada y modificar el avance durante el trabajo, pues el avance afecta más a la máquina que la velocidad de corte, siempre, claro está, que no se llegue al límite de calentamiento admisible.
3º. En los trabajos de desbastado se debe adoptar una velocidad de corte media. Para el acabado se debe reducir el avance y aumentar la velocidad de corte, para mejorar así la superficie.
4º. Refrigerar con líquidos de corte la herramienta para conseguir un enfriamiento máximo.
5º. Emplear sólo fresas de acero rápido en aquellos trabajos en que se toma un calentamiento excesivo de la herramienta.
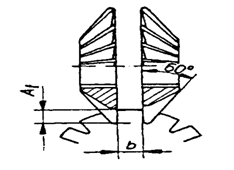
3.2.3. FUERZAS DE CORTE, MOMENTO TORSOR Y POTENCIA
Si designamos por k la fuerza específica de corte será:
F = K · S [2]
Como la sección de la viruta es variable (fig. 23), la fuerza máxima será la necesaria para cortar la sección máxima, que será:
S = AB x b = AC sen · b [3]
Siendo b la anchura de la viruta. Ac es, en realidad, el avance por diente Si Z es el número de dientes, n el número de r.p.m. y A el avance de corte en m/min., el avance por diente AC será:

Figura . La fuerza máxima de corte se desarrolla en la sección AB máxima de la viruta y sustituyendo este valor en [3].
Aplicación didáctica
- TÉCNICAS DE ENSEÑANZA
Hay muchas técnicas para hacer llegar nuestro conocimiento y lograr un aprendizaje apropiado:
Técnica expositiva
Consiste en la exposición oral, por parte del profesor; esta debe estimular la participación del alumno en los trabajos de la clase, requiere una buena motivación para atraer la atención de los educandos. Esta técnica favorece el desenvolvimiento del autodominio, y el lenguaje.
Técnica del dictado
Consiste en que el profesor hable pausadamente en tanto los alumnos van tomando nota de lo que él dice.
Este constituye una marcada pérdida de tiempo, ya que mientras el alumno escribe no puede reflexionar sobre lo que registra en sus notas
Técnica biográfica
Consiste en exponer los hechos o problemas a través del relato de las vidas que participan en ellos o que contribuyen para su estudio. Es más común en la historia, filosofía y la literatura.
Técnica cronológica
Esta técnica consiste en presentar o desenvolver los hechos en el orden y la secuencia de su aparición en el tiempo. Esta técnica puede ser progresiva o regresiva-progresiva cuando los hechos Son abordados partiendo desde el pasado hasta llegar al presente.
Regresiva cuando esos mismos hechos parten desde el presente en sentido inverso hacia el pasado.
Técnica del interrogatorio
Uno de los mejores instrumentos del campo didáctico como auxiliar en la acción de educar, este permite conocer al alumno y resaltar sus aspectos positivos. Puede ser empleado para...
1. Motivación de la clase.
2. Estimulo para la reflexión.
Recapitulación y síntesis de lo aprendido.
Técnica de la argumentación
Forma de interrogatorio destinada a comprobar lo que el alumno debería saber. Requiere fundamentalmente de la participación del alumno.
Técnica del diálogo
El gran objetivo del diálogo es el de orientar al alumno para que reflexione, piense y se convenza que puede investigar valiéndose del razonamiento.
Técnica de la discusión
Exige el máximo de participación de los alumnos en la elaboración de conceptos y en la elaboración misma de la clase.
Consiste en la discusión de un tema, por parte de los alumnos, bajo la dirección del profesor y requiere preparación anticipada.
Técnica del debate
Puede versar sobre:
- Temas que hayan provocado divergencias durante el desarrollo de una clase
- Tópicos del programa
- Dudas surgidas y no aclaradas
- Temas de actualidad social.
Técnica del estudio de casos
Consiste en la presentación de un caso o problema para que la clase sugiera o presente soluciones.
1. el profesor es orientador
2. la presentación de un caso es presentado por el profesor, un alumno, o una autoridad.
3. la participación puede llevarse: las opiniones pueden ser dadas individualmente, por los alumnos. El tema es subdividido en subtemas que serán dados a grupos para estudiarlos.
Técnica del estudio dirigido
Es una forma de uso en especial en las universidades, por la dedicación, esfuerzo y compromiso requerido para llevar a cabo esta técnica. El profesor puede dar una explicación inicial y el alumno sigue trabajando bajo la dirección del docente en conocimientos o temas complementarios al estudio.
Aspectos fundamentales para un método o una técnica de enseñanza
El ejercicio práctico de cada uno de los principios anteriormente descritos y explicados, conduce necesariamente a la formación de un estilo propio de enseñanza para cada docente. La evaluación positiva o buen desempeño pasa por la correcta aplicación de dichos principio, así mismo el docente debe prestar debida atención y considerar los problemas o dificultades que presenten los alumnos. El ejercicio de la libertad de pensamiento como de acción en los alumnos, que desarrolle actividades en él que lo lleven a la realización de su quehacer propio. Así mismo la participación es propio del ejercicio libre e interesado que conlleva a la compresión amplia del contenido visto.
Es labor del docente facilitar la organización mental del alumnado evitando que se desorienten por la presentación de los contenidos, teniendo claro cuales son los objetivos ajustados a la realidad individual del alumno, así como dar el máximo esfuerzo como docente responsable de la formación individual y grupal de los alumnos.
No hay comentarios:
Publicar un comentario